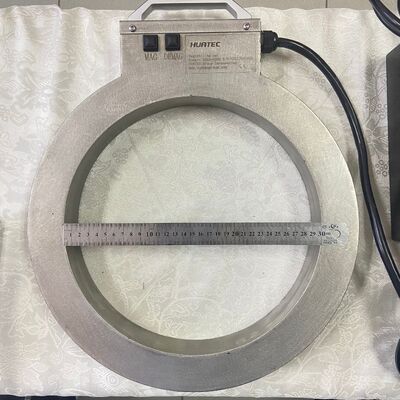
300mm AC Bobin Çapı Dairesel Manyetik Parçacık Hata Dedektörü
I. Ana parametre
| Giriş akımı |
8A, manyetizasyon ve demanyetizasyonun ayarlanmış değerlerine göre belirlenir, bekleme akımı 0.5A'dır; |
| Güç kaynağı |
AC200-240V 50 / 60Hz |
| Manyetizasyon akımı |
8A (8A * 400T = 3200AT) |
| Merkezi manyetik alan |
Maksimum 110Gs |
| Demanyetizasyon akımı |
8-0A |
| Bobin boyutu |
Φ 300mm, toplam 400 tur |
| Geçici yük oranı |
> %30 |
II. Fonksiyon tanıtımı
1, Manyetizasyon - iş parçasını manyetize etmek için elektromanyetik alanı başlatır;
2, Demanyetizasyon - demanyetizasyon alanı iş parçasını demanyetize etmek için başlar;
3, Aşırı sıcaklık alarmı - bobin dahili bir 75℃ sıcaklık sensörüne sahiptir. Ayarlanan sıcaklık aşıldığında, koruma durumuna girer;
III. Kurulum ve devreye alma
Kurulum:
1. Ekipman, metal tozu, aşındırıcı gaz ve yanıcı ve patlayıcı maddeler içermeyen kuru bir ortama kurulmalıdır;
2. Çevre ortamının sıcaklığı -10℃'den düşük ve +40℃'den yüksek olmamalıdır;
3. Havanın bağıl nemi %85'ten büyük olmamalıdır;
4. Kurulum ekipmanı ve her bir yardımcı tesis arasındaki boru ve tel bağlantısı, gösterge işareti ve fiş tabanına göre bağlanmalıdır;
5. Güç kaynağı (güç kaynağı, hava kaynağı vb., ekipman kurulum ortamına ve çalışma koşullarına göre) ve ekipman kabuğu güvenilir bir şekilde topraklanmalıdır;
Devreye alma:
1. Ekipman yerine kurulduktan sonra, önce tüm bağlantı telleri ve sabitleme vidalarının gevşek olup olmadığını ve düştüğünü kontrol edin;
2. Makinenin ana şalterinin üst ucundaki voltajın ekipman kurulum ortamının ve çalışma koşullarının gereksinimlerini karşılayıp karşılamadığını ölçmek için aletler kullanın;
3. Her bir fonksiyon eylemini kontrol edin, her bir fonksiyon anahtarını manuel olarak basın veya değiştirin ve ekipmanın her bir fonksiyon eylemi buna göre yürütülmelidir;
4. Demanyetizasyon etkisi denetimi: demanyetizasyondan sonra kalan manyetizmanın gereksinimleri karşılayıp karşılamadığını kontrol edin;
5. Devreye alma ve denetimden geçtikten sonra, ekipman üretime alınabilir.
IV. Rutin bakım
Ekipman kullanıldıktan sonra aşağıdaki işlemler yapılmalıdır:
1. Güç anahtarını kapatın ve ekipmanın güç kaynağını kesin;
2. Harici güç kaynağının ana şalterini kesin;
3. Bobin yüzeyindeki yağ lekesini temizleyin ve tüm ekipmanı temiz tutun;
4. Devre bağlantı hattını, kabloyu ve sabitleyiciyi bir ay içinde gevşeklik ve eskime açısından kontrol edin;
5. Manyetik süspansiyonun konsantrasyonunun her gün standardı karşılayıp karşılamadığını kontrol edin;
6. Ekipmanın yüzeyindeki yağ lekesini temizlemek için nötr yıkama kullanılmalıdır;
7. Kabuk hasar görmüşse, kullanmaya devam etmek yasaktır;
V. Hata tespiti prensibi
Elektromanyetizma prensipleri
Manyetizasyon akımı, ferromanyetik iş parçasının yüzeyi boyunca bir elektromanyetik alan oluşturur (AC ve yarım dalga DC'de cilt etkisi vardır). Kusurların varlığı manyetik kuvvet çizgilerini kesecek, bir kaçak manyetik alan oluşturacak ve manyetik parçacıkları çekecektir. Manyetik parçacıklar manyetik izler oluşturmak üzere birikecektir. Kusurların varlığı, manyetik izler gözlemlenerek belirlenebilir (manyetik izler aslında büyütülmüş kusurlardır).
Kalıntı yöntemi
Sürekli yöntemden farklı olarak, iş parçası önce manyetize edilir, ardından bir süre manyetik süspansiyona daldırılır ve manyetik parçacıklar iş parçasının kalıntı manyetizması tarafından çekilerek manyetik izler oluşturur. Bu yöntem, düşük gereksinimler, tek yönlü ve iş parçasının kalıntı manyetik indüksiyon yoğunluğu Br≥0.8t ile sınırlıdır.
Kalıntı manyetizma, hata tespitinden sonra kalan manyetik alanın büyüklüğünü ifade eder, genellikle Gauss (Gs), militesla (mT), amper/metre (A/m) birimleriyle ölçülür. 1mT=10Gs, 80A/m=1Gs, kalıntı manyetizmanın büyüklüğü iş parçası malzemesi ile ilgilidir.
Manyetik süspansiyon(manyetik toz, hata tespitinden önce sıvıda tamamen karıştırılmalı ve süspanse edilmelidir.)
Manyetik toz, demir tozunun belirli bir tane boyutu gereksinimlerine ulaşacak şekilde işlenir. Genel manyetik parçacık hata tespiti ıslak yöntemi 400 mesh'ten fazla olabilir.
Floresan manyetik toz, sıradan manyetik toza bir kimyasal madde eklenmesidir, genellikle floresan parlaklık ajanı olarak adlandırılır, floresan lamba ışınlamasından sonra floresan ışık yayabilir, hata tespiti hassasiyetini artırabilir, gözlemi kolaylaştırabilir.
Yağ-manyetik süspansiyon formülü: (veya 3# yağ bazlı manyetik toz hata tespiti taşıyıcısı)
(kış) trafo yağı (25#) : kokusuz gazyağı = 1:3
(yaz) trafo yağı (25#) : kokusuz gazyağı = 1:2 -- 1:3
Karışık yağ: sıradan floresan olmayan manyetik toz =1000ml: 10-20g
Karışık yağ: floresan manyetik toz =1000ml: 2g-3g
Su manyetik süspansiyon formülü: az miktarda su ile bileşik su bazlı floresan manyetik toz, manyetik tozu macun haline getirmek için karıştırılır, ardından yeterli su eklenir (bileşik süspansiyon tozu dağıtıcı, köpük önleyici, pas önleyici bileşenler içerir), bileşik olmayan floresan manyetik toz oranı aşağıdaki gibidir;
dağıtıcı 21g Pas önleyici 21g
Köpük önleyici 21g Floresan manyetik parçacık 2g—3g
Su 1L
Hassasiyet
Hassasiyet, manyetik parçacık hata tespitinin hassasiyetini ifade eder, genellikle ULUSAL standart TİP A testi ile tespit edilir. Tip A standart testi genellikle hassasiyet testi olarak adlandırılır. Tip A standart test parçasının üç tür hassasiyeti vardır: yüksek, orta ve düşük. Tip A'daki kesir değeri ne kadar küçükse, manyetik izleri gösterebilen etkili manyetik indüksiyon yoğunluğu o kadar yüksektir. (A-15/100, A-30/100, A-60/100, A-7/50, A-15/50, A-30/50, altı puan, 1# test filminin en yüksek hassasiyeti A-15/100, A-7/50'yi içerir. 2# Test parçaları orta hassasiyete sahiptir, çoğu endüstri için uygundur, A-30/100, A-15/50 dahil. 3# test parçaları en düşük hassasiyete sahiptir, A-60/100 ve A-30/50 dahil.)
Standart hassasiyet test parçası kullanım yöntemi (sürekli yöntem için uygundur),Genellikle hata tespiti için manyetizasyon akımı seçimi için tip A standart test parçası 2#(30/100 veya 15/50) kullanılır.
Test parçasının yapay kusurlu yüzeyi, test edilen iş parçasıyla sıkıca temas ettirilerek, iş parçasının üzerinden manyetik süspansiyon yavaşça akıtılarak ve uygun manyetizasyon akımı uygulanarak (sırasıyla çevresel ve boyuna yön ayarlanarak) yapay kusurların net bir şekilde görüntülenmesi sağlanır. Manyetizasyon akımı değeri, uygun manyetizasyon spesifikasyonudur.


 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır! Turkish
Turkish